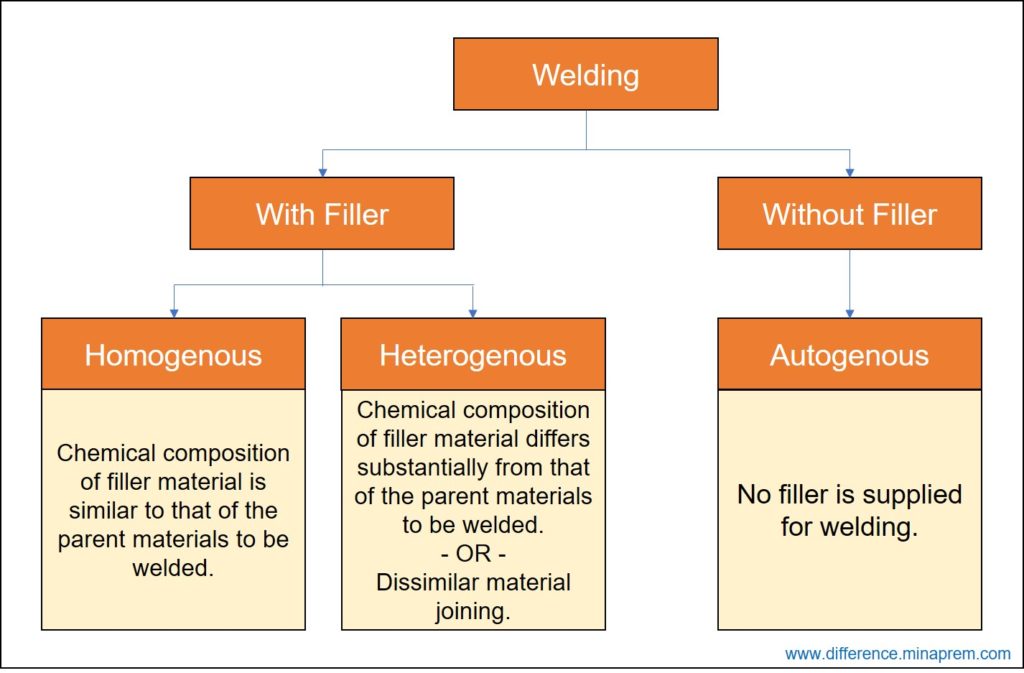
Welding is one of the manufacturing processes by which two or more similar or dissimilar materials can be joined permanently by coalescence formation with or without the application of external pressure, heat or filler material. When external heat is applied to fuse faying surfaces it is termed as fusion welding; otherwise it is called as solid state welding. During fusion welding, filler material can be applied externally to fill the root gap for getting a sound weld joint. However, if root gap is too small then filler may not be required. Based on the application of filler material and its chemical composition with respect to that of the base metals, welding processes can be categorized into three groups, namely Autogenous welding, Homogeneous welding and Heterogeneous welding. It is to be noted that autogenous, homogeneous and heterogeneous welding don’t indicate any separate welding process, rather these are three different modes of welding. In such welding process where two components are welded without the usage of any filler material is called autogenous welding. This is useful when root gap is zero or very small and base plates are thin (typically below 2mm).
If root gap is substantially wide and/or edge preparation is conducted, then filler must be applied to fill the lacuna. Filler is also recommended for welding components thicker than 3mm. Filler helps in preventing negative reinforcement and solidification cracking of the weld bead. The chemical composition of this filler material can be either identical or substantially different from that of the parent components to be welded. Accordingly, welding with filler can be grouped into two categories—homogeneous welding (when chemical composition of filler material is similar to that of the base metal) and heterogeneous welding (when chemical composition of filler differs substantially from that of the base metals). Joining of dissimilar metals, with or without filler, is always come under the heterogeneous welding mode. From the practical point of view, homogeneous welding is always easier compared to heterogeneous welding due to inherent chemical compatibility among filler and base metals. Various similarities and differences between homogeneous welding and heterogeneous welding are discussed in the following sections.
Similarities between homogeneous and heterogeneous welding
- Both homogeneous welding and heterogeneous welding need filler material to be applied during process. When filler is not applied, it is called an autogenous welding.
- Coalescence formation occurs in both the cases.
- Both provide permanent joints. In fact, every welding process provides a permanent joint (indicates the joined components cannot be dismantled without rupturing them).
- Joining of more than two components is also possible by both the modes; however, it depends on particular welding process. For example, SMAW and GMAW can join more than two components, whereas friction welding can join only two components at a time.
Differences between homogeneous and heterogeneous welding
| Homogeneous welding | Heterogeneous welding |
|---|---|
| In homogeneous welding, chemical composition of filler material is identical with that of the parent materials. | In heterogeneous welding, chemical composition of filler material is substantially different from that of the parent materials. |
| It is not possible while joining dissimilar materials. | Dissimilar metal joining is inherently a heterogeneous welding process. |
| Because of same chemical composition between filler and parent metals, compatibilities in terms of chemical, physical and metallurgical are inherent and obvious. | Here the filler metal should be chosen considering the compatibility issues to obtain a defect-free joint. |
| Melting point of filler is same with that of the base plates. | Melting points of filler and base plates can be substantially different and this factor should be carefully considered prior to welding. |
| Physical, chemical and mechanical properties of weld bead are roughly same with that of base metals. | Properties of weld bead can be improved to desired level by suitably selecting a compatible filler. |
| Joints might be susceptible to corrosion. Corrosion resistance of the joint cannot be improved by homogeneous welding. | Corrosion resistance of the joint can be enhanced by heterogeneous welding by employing a corrosion resistive filler. This is advantageous for marine applications. |
| No such dilution effect (changes in composition in filler metal due to its mixing with the base metal on weld bead) exists here. | During heterogeneous welding, dilution effect needs to be carefully controlled (otherwise it can lead to inhomogeneity on weld bead). |
| Rate of expansion or contraction is approximately same for molten filler and base metals. So chance of crack formation on the weld bead is also less. | Unequal rate of contraction between molten filler and base metals during solidification can lead to residual stress generation and crack formation on the weld bead. |
| Certain welding processes are suitable for homogeneous welding (for example: SMAW, GMAW, SAW). | Similarly, certain welding processes are suitable for heterogeneous welding (for example: PAW, FSW, LBW, TW). |
References
- Welding Metallurgy and Weldability by J. C. Lippold (John Wiley & Sons).
- Principles of Welding: Processes, Physics, Chemistry, and Metallurgy by R. W. Messler (John Wiley & Sons).