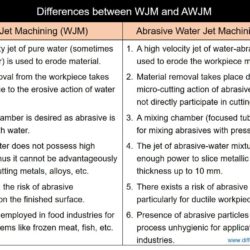
Difference Between WJM and AWJM – Water Jet and Abrasive Water Jet Machining
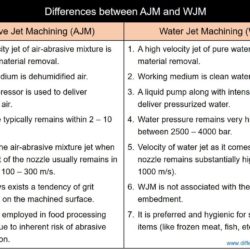
Among the mechanical energy based non-traditional machining processes, water jet machining (WJM) and abrasive water jet machining (AWJM) are two common processes that have wide variety of applications, starting from metallic industry to textile and lather industries. In water jet machining, clean water is pumped to a high pressure (2500 – 4000 bar) with the help of intensifier and the pressurized water is delivered to the work surface in the