Non-Traditional machining (NTM) processes directly utilize different forms of energy (mechanical, electrical, chemical, thermal, etc.) to remove material from the workpiece following the subtractive manufacturing approach. Among thermal energy based NTM processes, EDM, EBM, LBM and PAM are common. In all these processes the workpiece material is locally heated to a very high temperature in order to melt and vaporize it. However, the source of heat is different for each of these processes. Electric Discharge Machining (EDM) process utilizes a high intensity spark as heat source. Here, the conductive workpiece is connected to the positive terminal of a power source, while a form tool is connected with the negative terminal. A small inter-electrode gap (IEG) is maintained between these two, which is immersed with appropriate dielectric fluid. This dielectric normally behaves as electrically non-conductive fluid. When sufficient voltage is applied across two electrodes, the dielectric breaks down, and thus avalanche of electrons flow through the IEG in the form of a spark. This spark, when strikes the workpiece surface, generates heat that increases localized temperature as high as 10,000°C. A tiny volume of material from work surface thus melts down and vaporizes, which ultimately leads to material removal. Repeated generation of such spark ultimately results in palpable volume of material removal.
In Electron Beam Machining (EBM), though the material is removed by melting and vaporizing, the source of heat is a beam of concentrated electrons. Here, ample electrons are generated from an electron gun and those electrons are accelerated in an electric field. Large number of electrons are concentrated and focused towards the workpiece in the form of a beam. When these electrons strike the work surface, their kinetic energy is converted into heat energy and thus immense heat is generated. Although the workpiece is not made an electrode, but it is connected with the earth to maintain electrical neutrality by dislodging electrons of the striking beam. Unlike spark that is generated intermittently but repeatedly, the electron beam is a continuous one. Moreover, no such dielectric fluid is also required in EBM. However, the entire EBM process is carried out in a low pressure (vacuum) chamber because the flowing electrons can undesirably lose velocity due to collision with the air molecules. Various similarities and differences between EDM and EBM are given below in table format.
Similarities Between EDM and EBM
- Both EDM and EBM processes are thermal energy based non-traditional machining processes.
- Mechanism of material removal (i.e. melting and vaporization) is also same for both the processes.
- These processes are applicable to electrically conductive materials only. Thus non-conductive materials like ceramic, polymers, etc. cannot be machined by any of these two processes.
- Localized temperature generation is also in same level (around 10,000°C).
- Both the processes are undesirably affected by the presence of a narrow Heat Affected Zone (HAZ).
- Integration with computer control system is also feasible in both the cases. This helps efficient and precise controlling of the process parameters and required movements.
Differences Between EDM and EBM
| Electric Discharge Machining (EDM) | Electron Beam Machining (EBM) |
|---|---|
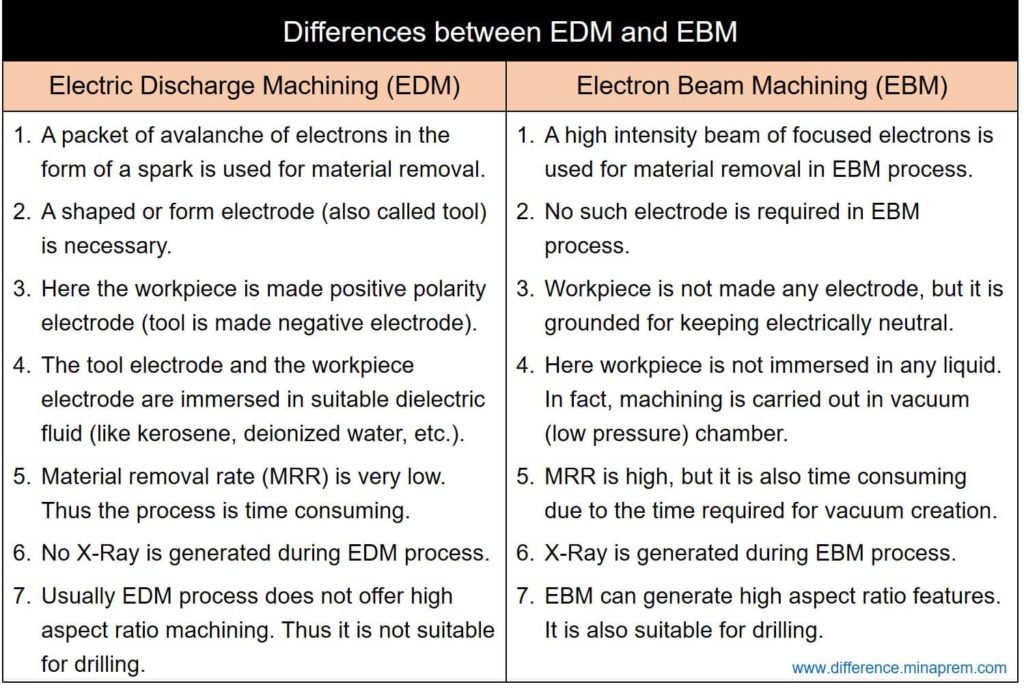
| A packet of avalanche of electrons in the form of a spark is used to remove material in EDM process. | A high intensity beam of focused electrons is used to remove material in EBM process. |
| A shaped or form electrode (also called tool) is necessary in EDM process. The shape of the tool must be in accordance with the intended feature. | No such electrode is required in EBM process. |
| Here the workpiece is made positive polarity electrode (the tool is made negative polarity electrode). | Workpiece is not made any electrode, but it is grounded for keeping electrically neutral by transmitting striking electrons to the earth. |
| The tool electrode and the workpiece electrode are immersed in suitable dielectric fluid (such as kerosene, deionized water, etc.). | Here workpiece is not immersed in any liquid. In fact, machining is carried out in vacuum (low pressure) chamber. |
| Material removal rate (MRR) is very low. Thus the process is time consuming. | Here the MRR is high, but this process is also time consuming due to the requirement of creating vacuum chamber. |
| No X-Ray is generated during EDM process. | Mild X-Ray generation takes place during EBM process and this it possesses health risk to the operator. |
| Spark generation (and thus material removal) occurs only from the closest point between the workpiece surface and tool surface. Thus surface asperities and waviness play crucial role in EDM machining performance. | Here material removal takes place from all such points where the beam is directed. Thus surface asperities and waviness does not influence EBM machining performance. |
| EDM process is usually free from the recast layer formation. | Recast layer formation is one of the major drawbacks of EBM process. |
| Usually EDM process does not offer high aspect ratio machining. Thus it is not suitable for drilling. | EBM can generate high aspect ratio features. It is also suitable for drilling. |
References
- Unconventional Machining Processes by T. Jagadeesha (I. K. International Publishing House Pvt. Ltd.).
- Advanced Machining Processes by V. K. Jain (Allied Publishers Private Limited).
- Nonconventional Machining by P. K. Mishra (Narosa Publishing House).