In conventional machining operations, the cutting tool comes in physical contact with the workpiece to remove material in the form of chips. This chips flow over the rake surface of the tool before leaving the cutting zone. Presence of relative velocity under high contact pressure between the flowing chips and rake surface of the tool leads to excessive rubbing and heat generation. Excessive cutting heat or temperature has several detrimental effects on both cutting tool and job. To maintain the cutting temperature within limit, suitable cutting fluid (also called metal working fluid) is applied in the cutting zone. This cutting fluid can be delivered into the cutting zone in several ways (such as flood cooling, drop cooling, MQL, cryogenic cooling, etc.). Each delivery technique has its own benefits and limitations. Some of these techniques are developed based on specific machine tool or machining operation (like Z-Z technique is suitable for grinding). Flood cooling and minimum quantity lubrication (MQL) are two prominent fluid delivery techniques that can be applied to most machining processes.
In flood cooling, the cutting fluid is allowed to come out of a nozzle in the form of liquid jet to immerse the entire cutting zone. It requires large volume of cutting fluid to completely inundate the entire cutting zone. So fluid discharge rate or flow rate is high. It is capable of absorbing more heat from the machining zone. On the contrary, in MQL technique, pressurized air is first mixed with a small volume of cutting fluid, and the mixture is then allowed to come out of a nozzle at high velocity in the form of aerosol or spray. Volume flow rate of cutting oil remains very low, even 100 times lower than that used for flood cooling. MQL assisted machining is also termed as Minimum Quantity Cooling Lubrication (MQCL) based cutting, quasi-dry cutting, and near-dry cutting. This cutting fluid delivery technique has shown promising results in improving machinability, and at the same time, it is economic and less hazardous to environment (thus ideal for green manufacturing). Various similarities and differences between flood cooling and minimum quantity lubrication (MQL) are discussed below.
Similarities between flood cooling and MQL
- Irrespective of flood cooling or MQL, the cutting fluid is delivered to the cutting zone using a pipe fitted with a nozzle of pre-defined diameter and curvature.
- Irrespective of delivery technique, a cutting fluid is expected to offer both cooling and lubrication effects. However, delivery technique can influence the extent of such actions.
- Delivery technique does not change basic properties of the cutting fluid (like wettability, thermal stability, corrosiveness, boiling point, etc.).
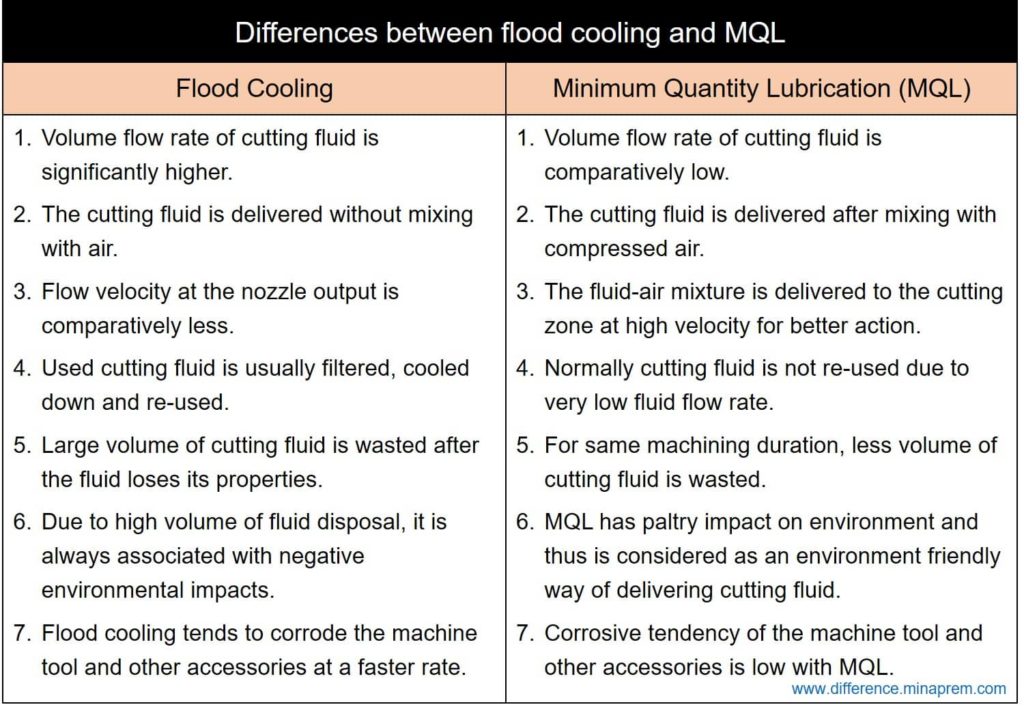
Differences between flood cooling and MQL
| Flood Cooling | Minimum Quantity Lubrication (MQL) |
|---|---|
| Volume flow rate of cutting fluid is significantly higher (0.5 – 10 L/min). | Volume flow rate of cutting fluid is comparatively low (0.05 – 0.5 L/hr). |
| The cutting fluid is delivered without mixing with air. | The cutting fluid is delivered after mixing with compressed air. |
| Flow velocity at the nozzle output is comparatively less. | The fluid-air mixture is delivered to the cutting zone at high velocity for better action. |
| Since huge volume of cutting fluid is required, so usually the used fluid is filtered, cooled down and re-used. This cycle is repeated for longer duration before disposing the fluid. | Since very low volume of cutting fluid is delivered, so normally the fluid is not re-used. Moreover, it is difficult to collect such small volume fluid once it is delivered. |
| Large volume of cutting fluid (1 – 10 L) is required to keep in stock in storage chamber of the machine for uninterrupted delivery during machining. | For same duration of machining, no need to keep larger stock as discharge flow per unit time is very low. |
| Large volume of cutting fluid is wasted after the fluid loses its properties. | For same machining duration, less volume of cutting fluid is wasted. |
| Overall cost of machining increases due to additional expenses for large volume of costly cutting fluid. Cost of filtration is also not negligible. | Overall machining cost is comparatively low as less amount of cutting fluid is desired for same task. |
| Due to high volume of fluid disposal, it is always associated with negative environmental impacts (disposal causes water and soil pollution and leads to ecological imbalance in disposal area). | MQL has paltry impact on environment and thus is considered as an environment friendly way of delivering cutting fluid. It fulfils the idea of green and sustainable manufacturing. |
| Sometimes flood cooling tends to corrode the machine tool at a faster rate, and thus proper insulation on the relevant parts is highly desired. | MQL has less corrosive tendency towards machine tool. |
| Flood cooling hampers visibility at the cutting zone. Sometimes visibility is necessary to continue the cutting operation without any apparent problem. | MQL delivery technique offers good visibility. So machining operation can be stopped if any problem appears. |
References
- Machining and Machine Tools by A. B. Chattopadhyay (Wiley).
- Manufacturing Process for Engineering Materials by S. Kalpakjain and S. Schmid (Pearson Education India).
- Saha et al. (2020); An analytical approach to assess the variation of lubricant supply to the cutting tool during MQL assisted high speed micromilling; Journal of Materials Processing Technology. https://doi.org/10.1016/j.jmatprotec.2020.116783
.