Machining is one secondary manufacturing process that is performed to impart desired shape, size and surface finish by removing unwanted material from a solid 3-D blank. In conventional machining operations, the cutting tool compresses a thin layer of workpiece material to gradually shear it off in the form of chips. The primary shear zone exists surrounding the concentrated shear plane along which work material undergoes shearing to become chip. Initially after forming, this chip flows under pressure over the rake surface of the cutting tool until it reaches the point of separation and finally leaves the cutting zone. Presence of immense pressure and relative velocity between flowing chip and cutting tool gives rise to secondary deformation zone. Both these zones (along with flank wear zone) are sources of cutting heat; however, secondary deformation zone accounts for 70 – 90% of cutting heat.
This cutting heat increases the temperature of relevant parts (such as machined part of the workpiece, cutting tool and chip). Excessive cutting temperature has several detrimental effects on cutting tool as well as finished surface of the job. Two possible ways to keep the cutting temperature within limit are—(i) reducing the co-efficient of friction between chip and rake surface by lubricating the contact surfaces in order to minimize the rate of heat generation, and (ii) removing the generated heat from the cutting zone. Both effects can be achieved by delivering an appropriate cutting fluid in proper orientation (cutting fluid acts as coolant and lubricant simultaneously). When machining is carried out in presence of cutting fluid, it is termed as wet machining or wet cutting. If no cutting fluid is deliberately applied during machining, then it is termed as dry machining or dry cutting. Various similarities and differences between dry machining and wet machining are given below in table format.
Similarities between dry machining and wet machining
- In most cases, machining of a material can be carried out either in dry or in wet condition; however, their effects will be different. Some exceptions include wood cutting (only dry machining), cutting HSTR alloys (only wet machining), etc.
- Irrespective of dry or wet cutting environment, material is removed using a cutting tool and material removal takes place in the form of chips.
- Cutting force remains more or less same in both the cases (because cutting force primarily depends on work material, process parameters and relevant features of the cutter).
- Same cutting tool can be employed for both cases; however, cutter can be modified for efficient delivery of fluid and its enhanced action.
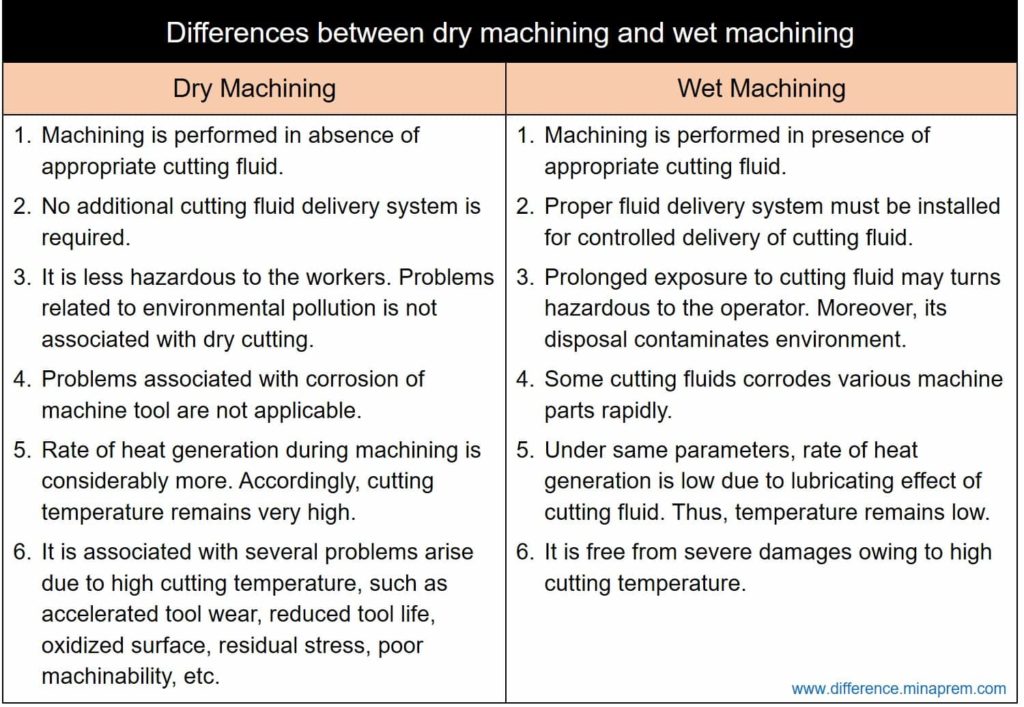
Differences between dry machining and wet machining
| Dry Machining | Wet Machining |
|---|---|
| Machining is performed in absence of appropriate cutting fluid. | Machining is performed in presence of appropriate cutting fluid. |
| No cutting fluid delivery system is required. | Proper fluid delivery system must be installed with the machine tool for controlled delivery of cutting fluid. |
| No additional accessories for fluid delivery is required. | Additional accessories like storage tank, pump, pipeline, nozzle, recycle system, etc. are required. So machine becomes heavy and bulky. |
| It is less hazardous to the workers. No such environmental pollution is associated with dry cutting. | Prolonged exposure to cutting fluid sometimes turns hazardous to the operator. Moreover, its disposal contaminates environment (water and soil). |
| Problems associated with corrosion of machine tool are not prevalent here owing to absence of cutting fluid. | Some cutting fluids corrodes various machine parts rapidly. Thus longevity of machine tool degrades. |
| Rate of heat generation during machining is considerably more. | For same parameters and materials, rate of heat generation is low due to lubricating effect of cutting fluid. |
| Cutting temperature remains very high during machining. | Cutting temperature remains significantly low because of reduced rate of heat generation and continuous removal of heat by cutting fluid. |
| High cutting temperature sometimes limits the level of process parameters. Thus high cutting velocity, feed rate and depth of cut cannot be utilized, which leads to low MRR and low productivity. | Because of low cutting temperature, high values of speed, feed and depth of cut can be utilized without much problem. Thus high material removal rate (MRR) and improved productivity can be achieved. |
| High cutting temperature accelerates the tool wear rate and thus reduces tool life. It also tends to deform the cutting edges plastically. | For the same work-tool material combination and process parameters, tool under wet machining exhibits prolonged life due to degraded wear rate. Tendency of plastic deformation is also meagre. |
| Sometimes finished surface oxidizes or burns due to excessive cutting heat. It changes the surface properties and appearance leading to rejected item. | Cutting fluid can protect the finished surface from oxidation by maintaining the cutting temperature minimum. |
| Due to excessive cutting heat, chip colour changes undesirably. | Chip colour usually remains same to that of work material. |
| Workpiece and cutting tool are subjected to other thermal damages also. | Wet machining reduces tendency of thermal damages of workpiece and cutter. |
| Dry machining can be carried out while cutting soft materials like wood, polymer, soft metals, etc. | Wet machining is preferred which cutting hard metals like steel, titanium, etc. |
References
- Machining and Machine Tools by A. B. Chattopadhyay (Wiley).
- Manufacturing Process for Engineering Materials by S. Kalpakjain and S. Schmid (Pearson Education India).
- DeGarmo’s Materials and Processes in Manufacturing by J. T. Black and R. A. Kohser (Wiley).