During conventional machining or metal cutting, excess material is gradually removed from the workpiece in the form of chips using a wedge shaped cutting tool. Primarily due to continuous rubbing between moving chips and rake surface of cutting tool, intense heat is generated at the cutting zone. In continuous machining, this cutting heat leads to increase in temperature at the cutting zone. Excessive cutting temperature has several detrimental effects on both cutting tool and job. Such effects include, but are not limited to, burning of machined surface, chatter marks, high wear rate of cutting tool, poor surface quality and poor machinability. To maintain the cutting temperature within limit, suitable cutting fluid (also called metal working fluid) can be applied in the cutting zone.
This cutting fluid serves two basic purposes – cooling and lubrication. For cooling, the cutting fluid removes generated cutting heat from the machining zone, and thereby protects the tool and job from over-heating. So the cooling action is based on generated heat. For lubrication, the cutting fluid acts as a lubricant and reduces the dynamic co-efficient of friction between rake surface and chip, and thereby minimizes the rate of heat generation. Thus lubrication action starts before heat generation occurs rather than after heat generation as in case of coolant. Apart from cooling and lubrication, the cutting fluid also flushes away chips and debris from the cutting zone. Various similarities and differences between coolant and lubricant pertinent to machining are given below in table format.
Similarities between coolant and lubricant
- A particular cutting fluid can serve as a coolant as well as lubricant at the same time. However, cooling and lubrication capabilities vary from one cutting fluid to another.
- Irrespective of its purpose (cooling or lubrication), the cutting fluid can be delivered to the cutting zone in several ways including flood cooling and MQL (minimum quantity lubrication).
- Irrespective of cooling or lubrication purpose, a cutting fluid should have high boiling point and high thermal stability.
- Both cooling and lubrication actions require good wettability so that the cutting fluid can quickly spread over the relevant surfaces.
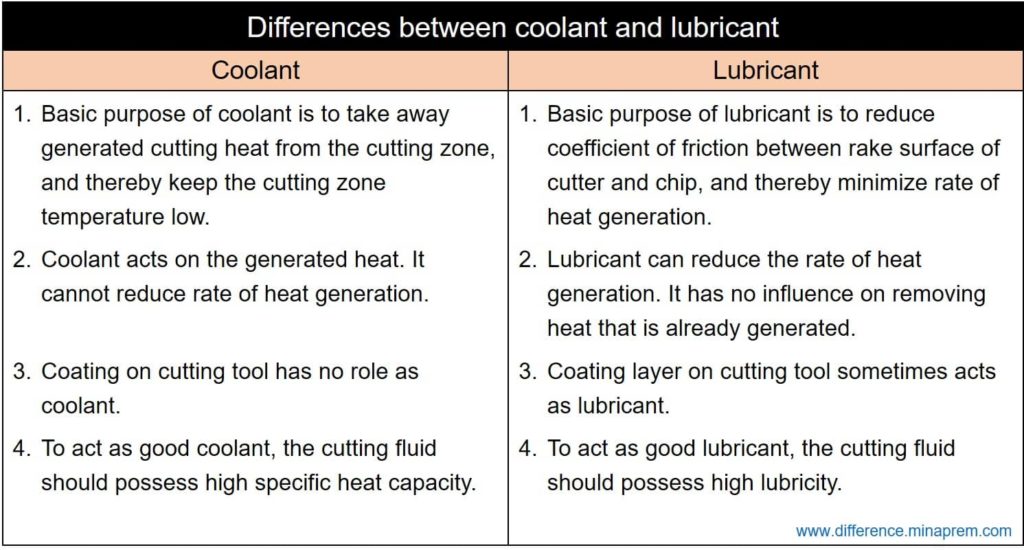
Differences between coolant and lubricant
| Coolant | Lubricant |
|---|---|
| Basic purpose of coolant is to take away generated cutting heat from the cutting zone, and thereby keep the cutting zone temperature low. | Basic purpose of lubricant is to reduce coefficient of friction between rake surface of cutter and chip, and thereby minimize rate of heat generation. |
| Coolant acts on the generated heat. It cannot reduce rate of heat generation. | Lubricant can reduce the rate of heat generation. It has no influence on removing heat that is already generated. |
| Coating on cutting tool has no role as coolant. | Coating layer on cutting tool sometimes acts as lubricant. |
| To act as good coolant, the cutting fluid should possess high specific heat capacity. | To act as good lubricant, the cutting fluid should possess high lubricity. |
| Water is considered as a good coolant owing to its higher specific heat capacity (about 4.18 J/g°C at NTP). Note that water is highly corrosive, so rarely used as cutting fluid. | Water is not a good lubricant. It has poor lubrication capability or low lubricity. |
References
- Machining and Machine Tools by A. B. Chattopadhyay (Wiley).
- Saha et al. (2020); An analytical approach to assess the variation of lubricant supply to the cutting tool during MQL assisted high speed micromilling; Journal of Materials Processing Technology. https://doi.org/10.1016/j.jmatprotec.2020.116783
- Manufacturing Process for Engineering Materials by S. Kalpakjain and S. Schmid (Pearson Education India).
- DeGarmo’s Materials and Processes in Manufacturing by J. T. Black and R. A. Kohser (Wiley).