Joining can be performed either mechanically or chemically. A mechanical joint can be either temporary and permanent. A temporary joint is one that gives the provision of easy and quick dismantling of joined parts without rupturing them, whereas a permanent joint does not allow dismantling of assembled parts without breaking them. Weld joint and rivet joint are considered as permanent joints; while thread joint, cotter joint, knuckle joint, etc. are temporary joints. Both types of joining have their relative pros and cons and both are indispensably required for assembly purposes for multifarious applications. In thread joining, components are assembled together by various threaded accessories such as nut, bolt and screws; and the same can be disassembled as and when required just by loosening the threaded accessories. Here the assembled components are tightly held together by the wedge action acting on the threads. However, thread joining requires drilled holes on the components for the passage of bolts or screws. Such series of holes can reduce the effective cross-sectional area of the components and also leads to stress concentration. Thus load carrying capacity of the assembled structure decreases considerably.
Welding is another mechanical joining process that requires application of either external pressure or heat in order to form a coalescence (weld bead) to permanently join two or more components together. Filler material, if required, can also be added. Welding is preferred for joining of two or more components having similar chemical composition; however, can also be joined dissimilar materials. There are several welding processes to effectively and economically join wide variety of materials in innumerable ways; each process offers several advantages over other. Unlike threading, it does not require any holes to be drilled on the components, but edges can be prepared for welding thicker components. If carried out properly with optimum set of parameters, welding can easily produce leak-proof joints. However, repair and replacement of welded structures are complicated and costly as it is one permanent joint. Moreover, many welding processes leave behind a heat affected zone (HAZ) surrounding the weld bead. This HAZ has different metallurgical properties compared to that of the base metal, and is usually susceptible to corrosion and cracking. Various similarities and differences between thread joint and weld joint are discussed below in the following sections.
Similarities between thread joint and weld joint
- Both thread joint and weld joint come under mechanical joining domain as no chemical reaction takes place during joining.
- Both can produce sound defect-free joint, if carried out properly.
- Both the processes offer the feasibility to join more than two components in one step.
Differences between thread joint and weld joint
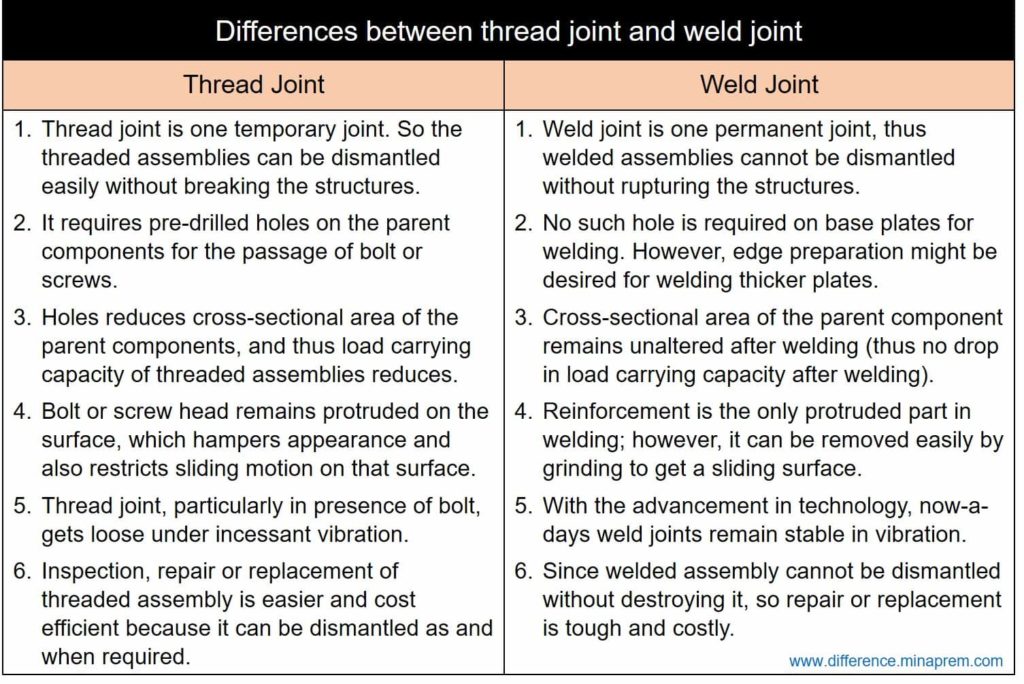
| Thread Joint | Weld Joint |
|---|---|
| Thread joint is one temporary joint. So the threaded assemblies can be dismantled easily without breaking the structures. | Weld joint is one permanent joint, thus welded assemblies cannot be dismantled without rupturing the structures. |
| Thread joint requires pre-drilled holes on the parent components for the passage of bolt or screws. | No such hole is required to drill on parent components for welding. However, edge preparation might be desired for welding thicker plates. |
| Due to presence of holes, effective cross-sectional area of the parent components reduces, and thus load carrying capacity of threaded assemblies reduces. | Cross-sectional area of the parent component remains unaltered after welding (thus no drop in load carrying capacity after proper welding). |
| Thread joining gives an intermittent type joint as a finite pitch exists between two adjacent bolts or screws. | Welding gives a continuous joint. |
| Bolt or screw head remains protruded on the surface, which hampers appearance and also restricts sliding motion on that surface. | Reinforcement is the only protruded part in welding; however, it can be removed easily by grinding to improve appearance as well as to get a sliding surface. |
| Thread joint, particularly in presence of bolt, gets loose under incessant vibration. | With the advancement in welding technology, now-a-days most weld joints remain stable under vibration. |
| Thread joint may not necessarily be leak proof. Thus it is not suitable for fluid-tight applications. | If carried out properly, weld joints are usually leak proof. |
| Inspection, repair or replacement of threaded assembly is easier and cost efficient because it can be dismantled as and when required. | Since welded assembly cannot be dismantled without destroying it, so repair or replacement is tough and costly. |
| Thread joint does not alter metallurgical and physical properties of the components. | Most of the weld joints change physical and metallurgical properties of parent component, particularly surrounding the wend bead (in HAZ zone). |
| Thread joining does not lead to deflection of the structures, unless the components are very thin. | Weld joining (mainly fusion welding processes) leads to palpable deflection due to volumetric shrinkage during solidification. |
References
- A Text-Book of Welding Technology by O. P. Khanna (Dhanpat Rai Publications).
- Design of Machine Elements by V. B. Bhandari (Tata McGraw Hill Education Private Limited).