Arc welding processes are a subgroup of fusion welding as an electric arc established between an electrode and base plates is used to supply heat for melting the faying surfaces for coalescence formation during welding. The electrode is sometimes consumable, while it is non-consumable in other few arc welding processes. Apart from assisting in arc formation, a consumable electrode melts owing to arc heating, and subsequently deposits on the weld bead to supply filler metal. Some of the arc welding processes that employ consumable electrode is SMAW, GMAW, SAW, FCAW, etc. On the other hand, a non-consumable electrode remains intact during welding and only assists in arc formation. Filler metal, if required, is required to supply separately. Examples include CAW, TIG, AHW, etc. Regardless of electrode type, the welding zone is required to protect from oxidation caused by atmospheric air. For such protection, a shielding (either through shielding gas or by flux) is usually provided surrounding the welding zone. The flux for shielding purpose can be supplied either through electrode (SAMW and FCAW) or through dedicated flux feeding system (SAW). Some arc welding processes are suitable for manual welding, while many other are preferred for automatic or semi-automatic welding.
Shielded Metal Arc Welding (SMAW) is one fusion welding process where heat (thermal energy) required for fusing the faying surfaces of the base plates is supplied by an electric arc. The arc is established between a consumable electrode and the base plates. Since the electrode of SMAW is consumable, it melts down due to arc heat, and subsequently deposits on the weld bead to supply filler metal. Such electrode comes in the form of short-length stick, and thus SMAW is informally referred as Stick Welding. Electrode material is mostly similar to the chemical composition of the base plates (homogeneous welding). Electrodes are also coated with a thick layer of flux. As the electrode melts gradually, the flux disintegrates to produce an envelope of inert gases for shielding the welding zone. No separate supply of shielding gases is desired. This welding is mostly carried out manually by experienced welders, and thus it is also known as Manual Metal Arc Welding (MMAW). SAMW typically offers 3 – 3.5 mm penetration per pass. Thus edge preparation is required whenever component thickness exceeds 3.5 mm.
SMAW is a versatile and flexible welding process that can be applied for a wide variety of civil applications. One crucial shortcoming of SMAW process is its short electrode length. Each consumable electrode can be used for a small duration, and thus frequent replacement of the electrode is desired. This hampers the productivity and also increases the chance of defects at the location where welding is restarted with a fresh electrode. Low filler metal deposition rate also makes the SMAW process relatively costly for large scale applications. Here comes the Submerged Arc Welding (SAW) that offers very high filler metal deposition rate. SAW is also one arc welding process where the arc is established between a consumable electrode and the base plates. SAW employs wire electrode that is continuously fed from a spool. Owing to the very long length, same electrode can be used continuously for a longer duration without interrupting the process. This helps improving productivity and avoiding weld discontinuity defect.
Contrary to SAMW electrode, the SAW electrodes are bare (no flux coating). No shielding gas is also supplied in SAW. Thus weld bead is protected through granular flux that is delivered separately from a hopper ahead of the SAW torch. Granular flux is usually delivered in large quantities, and the entire welding zone including the arc remains submerged within this flux. The granular flux gets melted owing to arc heat, and mixes with oxides of the molten metal pool to create liquid slag. This slag floats over the molten metal and creates a barrier to restrict air to come in contact with hot weld bead. SAW process is particularly preferred for filling wide and deep gaps through filler deposition. It offers deeper penetration, even up to 10 mm. Another crucial difference of SAW from SMAW is the medium of sustaining of the arc. SMAW arc forms and sustains in gaseous medium and remains open and unhidden. On the contrary, SAW arc sustains in liquid medium (molten slag) and remains hidden under the thick granular flux and slag layers. Various similarities and differences between SMAW and SAW are given below in table format.
Similarity between SMAW and SAW
- Both SMAW and SAW are fusion welding processes as the faying surfaces of the base plates are fused for coalescence formation during welding.
- Both are arc welding processes because the heat required for melting the base plates is supplied by an electric arc stuck between the base plates and an electrode.
- Both employ consumable electrode as the electrode itself melts down and deposits on the weld bead to supply filler metal. Thus no filler metal is required to supply separately.
- Both processes are based on flux based shielding. However, primary shielding mechanism is somewhat different among these two processes. In SMAW, the flux coating disintegrates to produce a fume surrounding the welding zone. Thus this process primarily relies on gaseous shielding. On the contrary, the flux in SAW process gets fused to produce liquid slag. This slag floats over the molten weld metal to restrict atmospheric air to come in contact.
- No shielding gas is supplied in either of these two processes.
- Autogenous welding (i.e. joining without applying any filler metal) is not possible with either of these two processes.
Difference between SMAW and SAW
| SMAW | SAW |
|---|---|
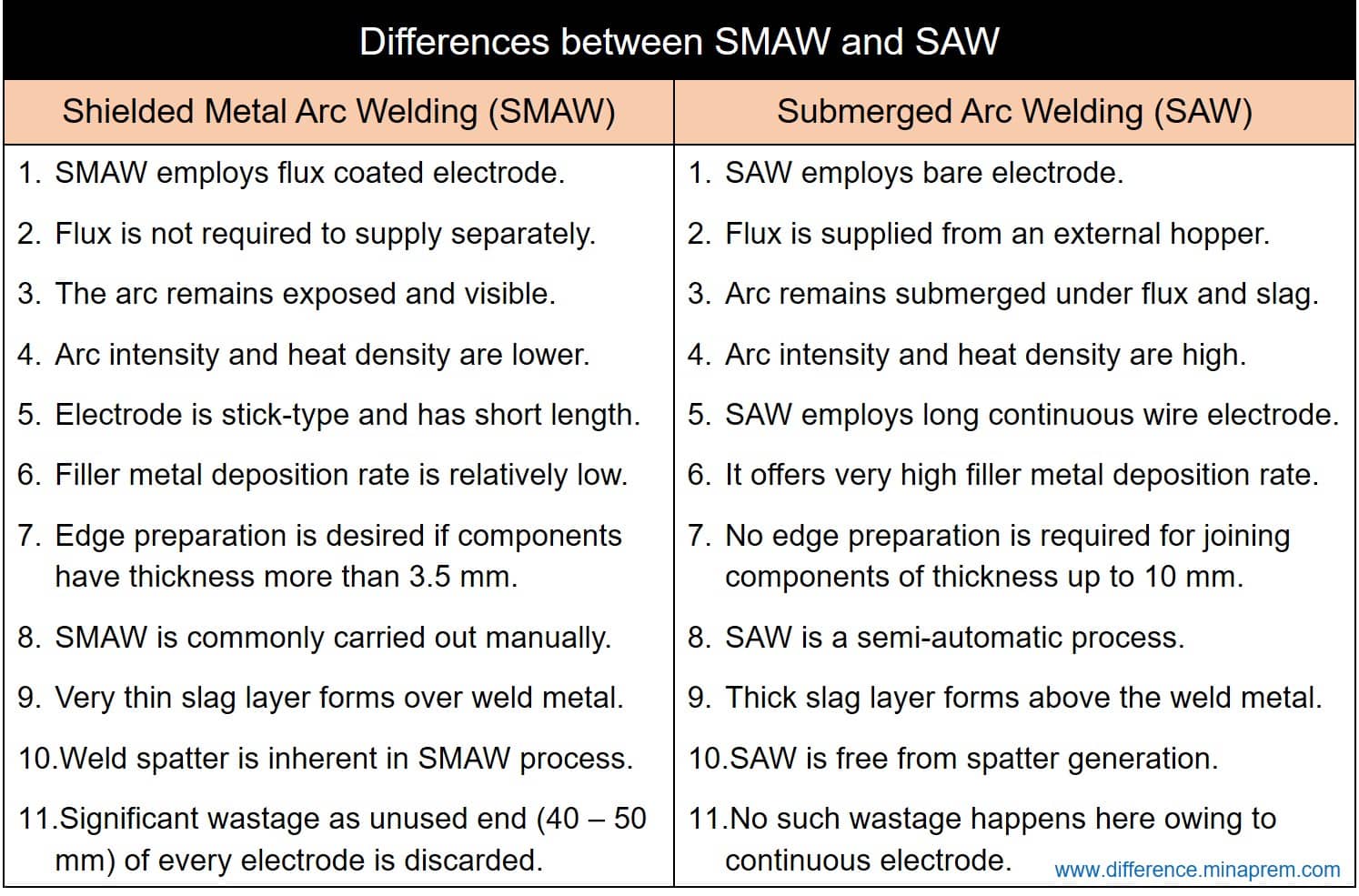
| SMAW employs coated electrode (coated by thick flux layer). | SAW employs bare electrode (a thin copper coating may be provided to avoid rusting). |
| Flux is not required to supply separately. It is available with the electrode (as coating). | Flux is required to supply from an external hopper. |
| Flux is not granular. It is in the form of thick soft coating on the electrode. | Flux is granular in shape. |
| The arc remains exposed and visible to the welder during welding. | The arc remains submerged under thick layers of flux and slag. Arc remains hidden from appearance to the welder from outside. |
| SMAW arc sustains in gaseous medium. | SAW arc sustains within liquid medium (molten slag). |
| SMAW electrode is stick-type and has short length. | SAW employs very long continuous wire electrode. |
| Owing to short length, each electrode can be used for a small duration of welding. Thus frequent replacement of the electrode is required. | Due to continuous electrode, the SAW welding can be carried out continuously for a longer period without replacing the electrode. |
| Filler metal deposition rate is relatively low. | It offers very high filler metal deposition rate. |
| SMAW is commonly carried out manually (so it is also called Manual Metal Arc Welding, MMAW). | SAW is a semi-automatic (sometimes fully automatic) process as the torch movement is mechanised. |
| The arc length is required to adjust manually. | The arc length is adjusted automatically. |
| The process is less productive and less economic due to (i) frequent interruption for electrode changing, (ii) low penetration, and (iii) manual welding. | It is a productive and economic process. |
| It has less number of equipment and accessories. So the set-up is easily portable. | The set-up is not easily portable because of heavy and bulky equipment. |
| A very thin layer of slag forms above the weld metal. | Relatively thick slag layer forms above the weld metal. |
| There remains no unused flux after the completion of welding. | Major fraction (50 – 90%) of the supplied flux remains unused. Such unused flux can be recovered and reused after the completion of welding. |
| Arc intensity and heat density are comparatively low. Accordingly, it provides limited penetration (usually limited to 3.5 mm). | Arc intensity and heat density are much higher. It can fetch deeper penetration, usually up to 12 mm. |
| Edge preparation is mandatorily required when component thickness is higher than 3.0 mm. | No edge preparation is desired up to component thickness of 10 mm. |
| Weld spatter is inherent in SMAW process. Spatter splashing causes loss of costly filler metal. | SAW is free from spatter generation. |
| Unused end (40 – 50 mm) of every electrode is discarded. Thus excessive wastage of the costly electrode metal occurs. | No such wastage happens here owing to continuous electrode. |
| Can be applied for a wide variety of welding locations and configurations. | Only suitable for flat down-hand position. In all other positions, the granular flux falls automatically under gravity. |
| Strict personal protection are required to avoid injury and other health hazard. | Protection requirement is relatively less strict as the arc remains buried. |
References
- A Text-Book of Welding Technology by O. P. Khanna (Dhanpat Rai Publications).
- Manufacturing Technology: Foundry, Forming and Welding by P. N. Rao (Tata McGraw Hill Education Private Limited).
- Comprehensive Workshop Technology (Manufacturing Processes) by S. K. Garg (Laxmi Publications Private Limited).