In gas welding, a flame supplies necessary heat for fusing the base metals. Similarly, in arc welding, an electric arc supplies necessary heat. While joining two components by either gas welding or arc welding, the flame or arc can be moved towards the direction of weld progression or opposite to the direction of weld progression. Based on the relative position of the weld bead (puddle) and flame/arc, welding technique can be of two types – forehand and backhand. Each of these technique has relative benefits and drawbacks. Forehand welding (also known as Forward welding and Push welding) is one arc/gas welding technique where the electrode or flame is pointed towards the direction of weld progression. As shown below, in forward welding technique, the welding torch remains just above the completed weld bead. The torch also makes an obtuse angle (> 90°, but usually 135° – 150°) with the torch feed vector (considering the direction). Filler metal can also be supplied; however, filler rod is applied ahead of the torch.
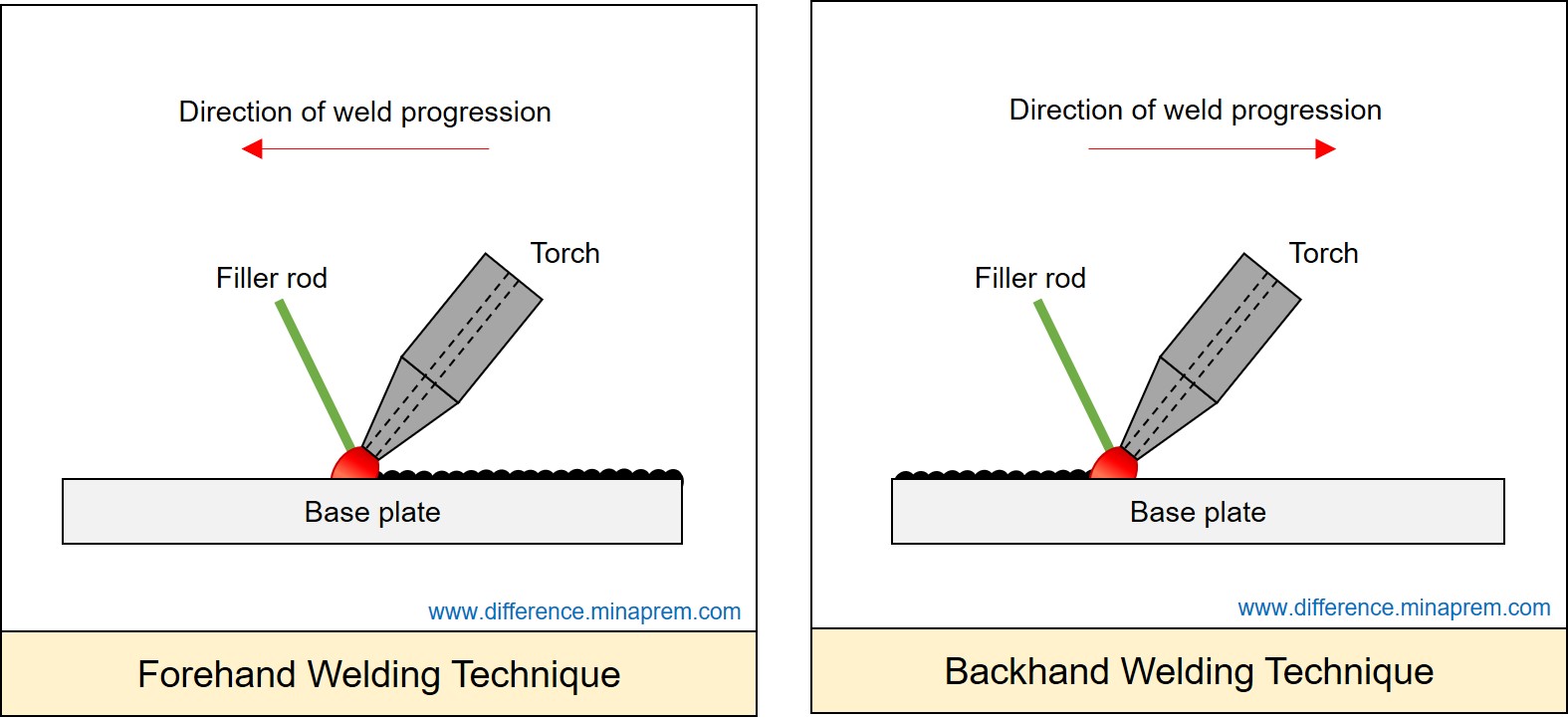
On the contrary, backhand welding (also known as backward welding and pull welding) is one arc/gas welding technique where the electrode or flame is pointed away from the direction of weld progression. Thus the torch makes an acute angle (< 90°, but usually 30° – 45°) with the torch feed vector (considering the direction). Here the torch does not situate above the hot weld bead. While the filler rod is applied ahead of the torch in forehand welding, the same is applied behind the torch in backhand welding. Although forehand technique fails to inherently pre-heat the components, it can intrinsically post-heat the joint that, in turn, helps continuously relieving the residual stress through annealing-type effect. Various similarities and differences between forehand welding and backhand welding are given below in table format.
Similarities between forehand welding and backhand welding
- Forehand and backhand welding techniques are associated with fusion welding processes (primarily gas welding, but the concept is equally applicable to most arc welding processes).
- Most of the arc welding and gas welding processes can be carried out either in forehand or in backhand technique.
- Filler metal can be applied in both the configurations.
- Flame or arc length remains within same range regardless of forehand or backhand strategy employed.
- Irrespective of welding technique, the joint quality depends predominantly on the capability of the welder.
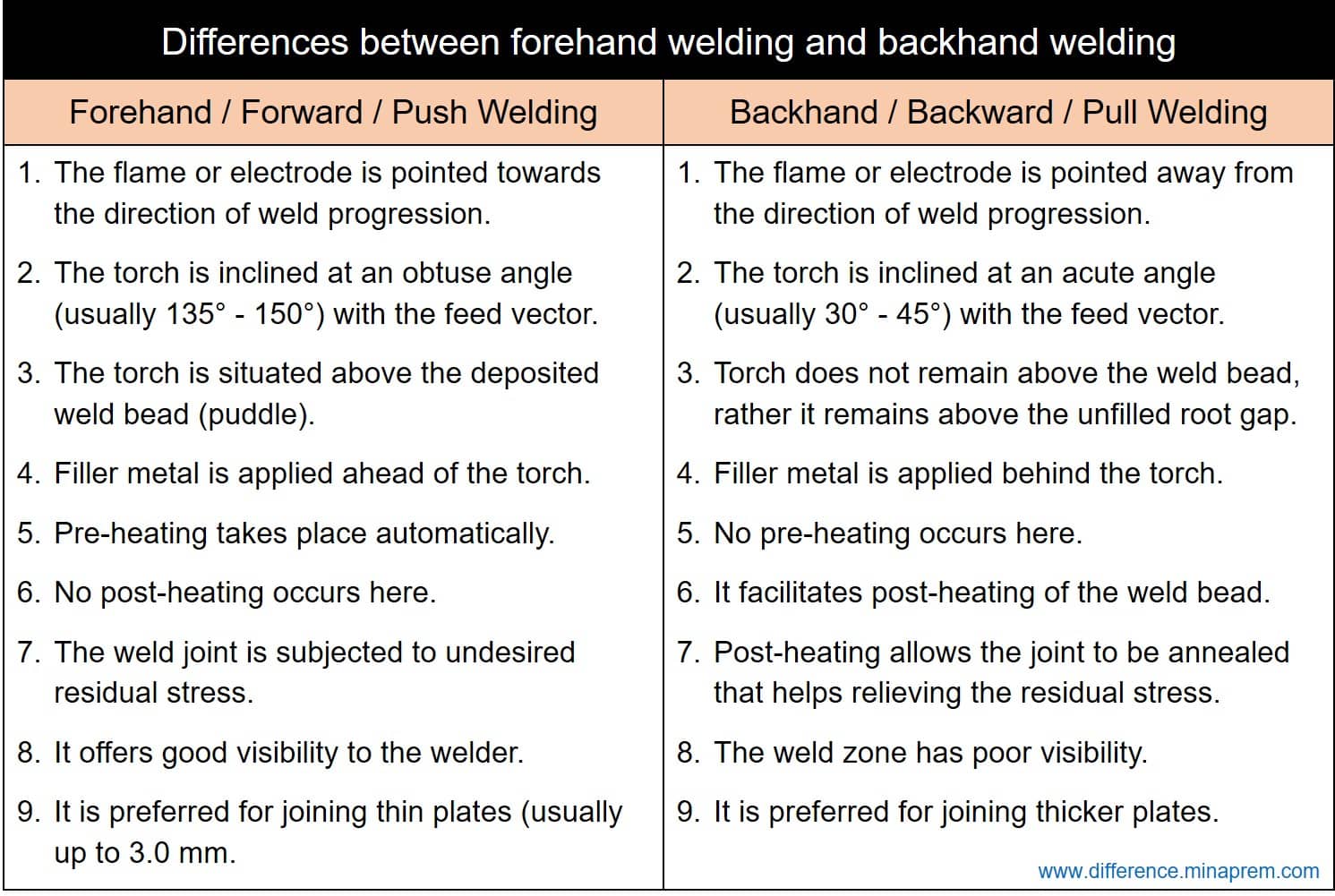
Differences between forehand welding and backhand welding
| Forehand Welding | Backhand Welding |
|---|---|
| In forward welding, the flame or electrode is pointed towards the direction of weld progression. | In backwards welding, the flame or electrode is pointed away from the direction of weld progression. |
| Here the torch is inclined at an obtuse angle (usually 135° – 150°) with the feed vector. | Here the torch is inclined at an acute angle (usually 30° – 45°) with the feed vector. |
| The torch is situated above the deposited weld bead (puddle). | The torch does not remain above the weld bead, rather it remains above the unfilled root gap. |
| Filler metal is applied ahead of the torch. | Filler metal is applied behind the torch. |
| Pre-heating of the base metals takes place automatically in forehand technique. | No pre-heating occurs here. |
| No post-heating occurs here. | Backhand welding technique facilitates post-heating of the deposited weld bead. |
| The weld joint is subjected to undesired residual stress. | Post-heating allows the joint to be continuously annealed that helps relieving the residual stress. |
| Pre-heating offers a faster torch feeding rate, which helps in improving productivity. | Torch feeding rate usually slow due to lack of pre-heating. |
| It increases the filler deposition rate but cannot fetch deeper penetration. | It assists in achieving deeper penetration, though filler deposition rate is slow. |
| Tendency of spatter formation is more with forehand technique. | Backhand welding technique creates comparatively less spatter. |
| This technique offers good visibility to the welder. | The weld zone has poor visibility. |
| It is preferred for joining thin plates (usually up to 3.0 mm without edge preparation). | It is preferred for joining thicker plates. |
References
- Welding Essentials: Questions & Answers by W. L. Galvery and F. M. Marlow (Industrial Press Inc.).
- Aircraft Maintenance & Repair by M. J. Kroes, W. A. Watkins and F. Delp (Tata McGrew Hill Education Pvt. Ltd.).
- Manufacturing Technology: Foundry, Forming and Welding by P. N. Rao (Tata McGraw Hill Education Pvt. Ltd.).
- Forehand Welding vs Backhand Welding: What’s the Difference? From https://monroeengineering.com/blog/forehand-welding-vs-backhand-welding-whats-the-difference/