Welding is one joining process where two or more components can be joined permanently with or without the application of heat, pressure, and filler metal. All welding processes can be broadly divided into two categories – fusion welding and solid-state welding. In fusion welding, heat must be applied to melt down the connecting surfaces of the parent component for coalescence or weld bead formation. In solid-state welding, no such melting or phase change takes place, rather joining occurs in solid phase. Fusion welding, once again, consists of few groups of different welding processes, namely, arc welding, gas welding, and high intensity beam welding. Arc welding are all such fusion welding processes where an electric arc is employed to supply necessary heat for melting down the intended surfaces of the parent components for coalescence formation. On the other hand, a flame obtained by the combustion of a gaseous fuel with oxygen is employed to supply necessary heat in gas welding processes. Thus the basic difference between arc welding and gas welding lies with the source of heat; however, their extent of capability and welding quality vary remarkably.
In arc welding, as an electric arc is required to establish between the parent components and electrode, so the components must be highly conductive. Components are also required to grounded or connected to a power supply to complete the electrical circuit. Additionally, the avalanche of flow of electrons to or from the surfaces of the component inherently helps cleaning the welding zone (this action is termed as Arc Cleaning). Such benefit is not obtained in gas welding. In fact, no electrical power supply is desired here. However, a cylinder containing gaseous fuel and another cylinder containing oxygen are indispensably desired in every gas welding process. Another drawback of gas welding is its wider and less temperature flame as comparted to arc. This, in one hand, increases weld bead width, and in other hand, limits the heat intensity that ultimately reflect as low welding speed. Various similarities and differences between arc welding and gas welding are given below in table format.
Similarities between arc welding and gas welding
- All arc welding and gas welding processes follow the basic principle of fusion welding. In fusion welding, the faying surfaces and surrounding areas of the base metals (and the filler metal also, if applied) are mandatorily melted for coalescence formation. On the contrary, no fusion takes place in solid-state welding processes, even though the base metals can be heated to an elevated temperature (below melting point).
- In all arc welding and gas welding processes, heat is supplied externally (although in different means). No internal heat generation takes place.
- Filler metal can be supplied externally, if necessary, in both the cases. It is worth mentioning here that all arc welding processes don’t inherently deposit filler on the weld bead (for example, TIG welding). Similar to gas welding, few arc welding processes (though not all) can be carried out in autogenous mode.
- Although arc welding and gas welding processes are preferred for homogeneous joining, they can also be used for heterogeneous joining (dissimilar metal joining) after ensuring chemical, metallurgical, and thermal compatibility.
- Development of heat affected zone (HAZ) and alteration of metallurgical properties surrounding the weld bead are inherent to all arc welding and gas welding processes. However, the width of HAZ and degree of metallurgical changes may vary from one process to another.
Differences between arc welding and gas welding
| Arc Welding | Gas Welding |
|---|---|
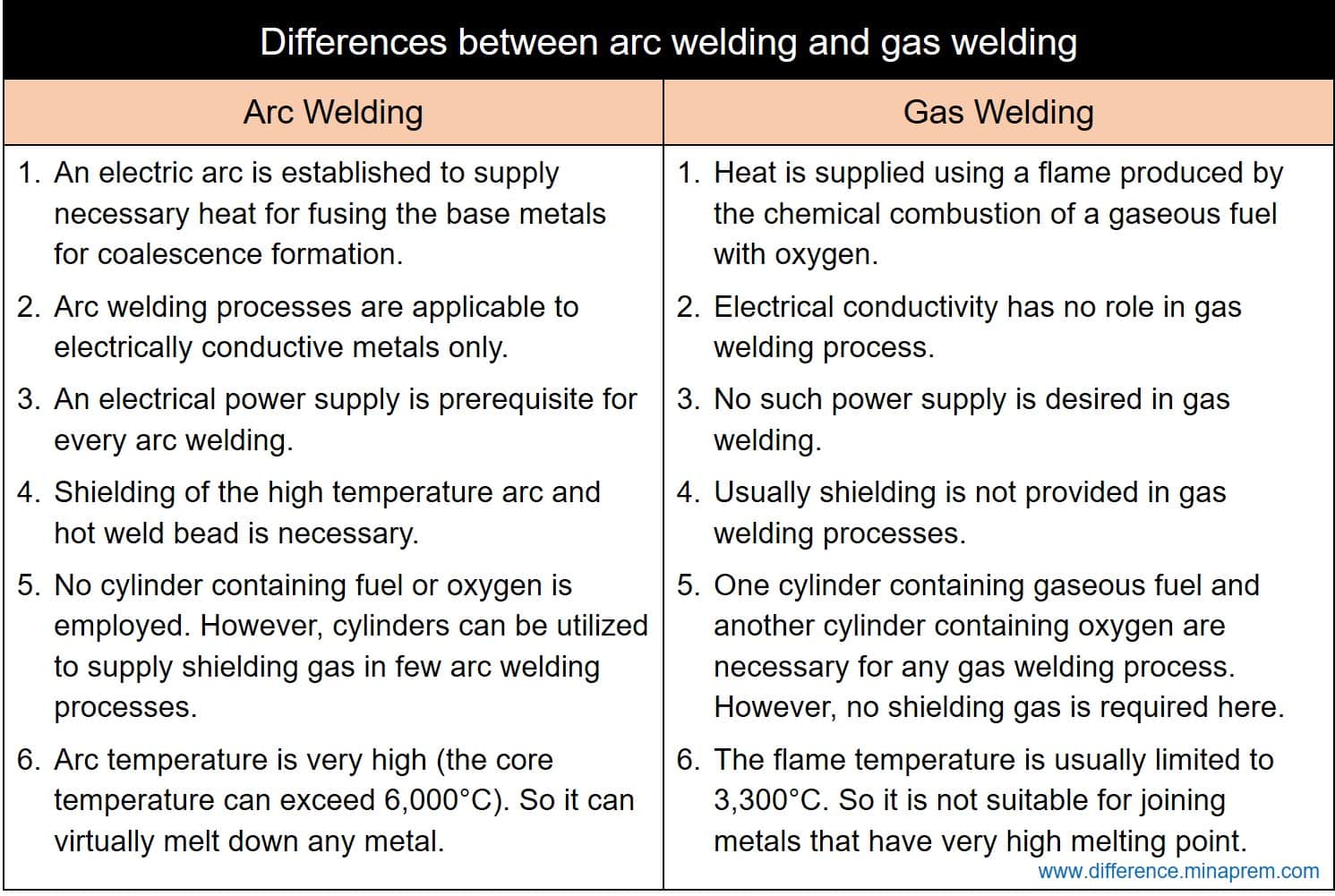
| An electric arc is established to supply necessary heat for fusing the base metals for coalescence formation. | Heat is supplied using a flame produced by the chemical combustion of a gaseous fuel with oxygen. |
| Arc welding processes are applicable to electrically conductive metals only because the base metals are made an electrode for constituting the arc. | Gas welding processes can be applied to electrically conductive and non-conductive metals. Electrical conductivity has no role in gas welding process. |
| The parents components must be either grounded or connected to power supply. | No such electrical connection is desired. |
| An electrical power supply is prerequisite for every arc welding process in order to supply necessary current, voltage and frequency. | No such power supply is desired in gas welding. |
| Shielding of the high temperature arc and hot weld bead is necessary. This shielding can be provided either by disintegrating flux coating available on the electrode, or by external supply of inert gas. | Usually shielding is not provided in gas welding processes. |
| No cylinder containing fuel or oxygen is employed. However, cylinders can be utilized to supply shielding gas in few arc welding processes (but not in all arc welding processes). | One cylinder containing gaseous fuel (like acetylene, propylene, hydrogen, propane, MAPP gas, etc.) and another cylinder containing oxygen are indispensably necessary for any gas welding process. However, no shielding gas is required here. |
| The electric arc usually has a narrow cross-sectional area. This helps in reducing widths of weld bead and heat affected zone. | Gas flame has comparatively wider cross-sectional area, which results in wider weld bead and heat affected zone. |
| Arc temperature is very high (the core temperature can exceed 6,000°C). So it can virtually melt down any metal. | The flame temperature is usually limited to 3,300°C. So it is not suitable for joining metals that have very high melting point. |
| High temperature together with narrow arc increases heat density, which, in turn, helps quickly fusing the base metals during welding. Thus higher welding speed can be employed that makes arc welding processes more economic and productive. | Wider flame and lesser temperature result in less heat density. Accordingly, the rate of heat input per unit area of the base metal surface is low. This makes the gas welding processes time consuming and uneconomic. |
| High heat density also improves fluidity of the molten weld metal. As a result, the molten metal can penetrate deep into the root gap leading to deeper penetration. | Weld metal penetration in gas welding processes is limited owing to lack of fluidity of the molten metal. |
| Arc welding is preferred for joining comparatively thicker components (typically thickness > 2.5 mm). Excessive distortion can be observed if applied for thin plates. | Gas welding processes can be applied for thin plates as well as for sheet metals. |
| “Arc cleaning” action is inherently obtained in every arc welding process owing to flow of avalanche of electrons. However, the extent of capability varies with welding polarity (DCSP, DCRP, AC) and the process itself. | No such “arc cleaning” takes place here. Thus base metals must be completely cleaned prior to gas welding for obtaining a reliable defect-free joint. |
| Arc welding processes cannot be applied for heating, cleaning, cutting, etc. | Apart from joining, gas welding processes can be applied for pre-heating, post-heating, heat treatment, gas cutting, metal cleaning, brazing, soldering, etc. |
Few arc welding processes include:
|
Few gas welding processes include:
|
References
- A Textbook of Manufacturing Technology: Manufacturing Processes by R. K. Rajput (Laxmi Publications Pvt. Ltd.).
- Workshop Technology by Ravindra Prakash Kiran (Vikas Publishing House Pvt. Ltd.).