Cutting tool is a part and parcel in every conventional machining process. Tool material and geometry are two active parameters that influence process capability and machinability. For uninterrupted material removal, the tool material should be harder than the workpiece material. In addition to the hardness, tool material should ideally possess certain common properties, such as high strength, high toughness, high fatigue strength, shape retention capability at high temperature, high thermal conductivity, good formability, etc. A single material may not offer all required properties. In order to harness most of the intended properties, tools are sometimes coated with suitable material so that the substrate material provides few properties and the coating material provides rest of the intended preparties. Sometimes multiple layers of coating are also deposited on the tool material so that each layer fulfils one desired property. Common coating materials for cutting tool include Titanium Nitride (TiN), Titanium Carbo-Nitride (TiCN), Titanium Aluminum Nitride (TiAlN), Diamond, etc.
Coating material deposition on the tool substrate is usually carried out either by Physical Vapor Deposition (PVD) method or by Chemical Vapor Deposition (CVD) method. Accordingly, coated tools become costlier as compared to uncoated tools. However, a coated tool can offer high material removal rate (MRR) and extended service life. These, in turn, reduce the frequency of tool replacement and cut down the associated cost for the machine idle time. Thus the overall production cost may reduce significantly with a coated tool. In addition, a coated tool has low wear rate and breakage tendency. This helps in machining features with tight tolerance for a prolonged period. Coating also helps in improving lubricity between flowing chips and rake surface of the tool. This can directly reduce the rate of heat generation, which helps in achieving better machinability. Despite several benefits, a worn-out tool cannot be re-used easily. In such case, an uncoated tool can be re-sharpened simply by grinding and can be re-used easily. Several similarities and differences between coated tool and uncoated tool are given below in table form.
Similarities between coated tool and uncoated tool
- Irrespective of presence or absence of coating, the tool material provides necessary mechanical strength during metal cutting.
- All intended geometrical features (inclinations and radius) are incorporated on the tool material only. Coating does not usually alter such features.
- Heat generation, residual stress, burr formation, etc. are common problems in every conventional machining regardless of the usage of a coated or uncoated tool. However, the degree of such factors can be altered by selecting suitable coating material.
Differences between coated tool and uncoated tool
| Coated Tool | Uncoated Tool |
|---|---|
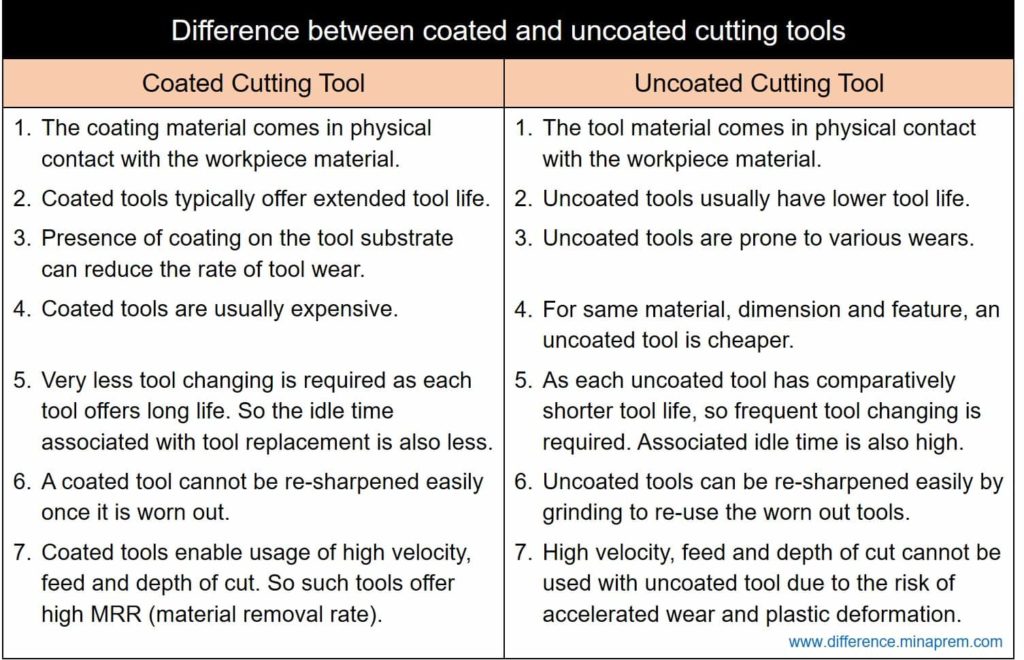
| During machining with a coated tool, the coating material comes in physical contact with the workpiece material. | During machining with an uncoated tool, the tool material comes in physical contact with the workpiece material. |
| A coated tool typically offers extended tool life. | Uncoated tools usually have lower tool life. |
| Presence of coating on the tool substrate can reduce the rate of tool wear (adhesion, abrasion, oxidation, etc.) | Uncoated tools are prone to various wears. |
| Coated tools are usually expensive. | For same material, dimension and feature, an uncoated tool is cheaper. |
| Very less tool changing is required as each tool offers long life. So the idle time associated with tool replacement is also less. | As each uncoated tool has comparatively shorter tool life, so frequent tool changing is required. Accordingly, associated idle time is also high. |
| A coated tool cannot be re-sharpened easily once it is worn out. | The biggest benefit of uncoated tool is that it can be re-sharpened easily by grinding to re-use the worn out tools. |
| Some coating materials help improving lubricity (i.e. reduces sliding friction between flowing chip and rake surface of the tool). | For same workpiece material and cutting environment, coefficient of friction between chip and rake surface of the tool is usually higher. |
| Due to low coefficient of friction, the rate of heat generation during machining is also less. | For the same workpiece material and process parameters, the rate of heat generation is comparatively higher. |
| Coating can also restrict the rate of heat conduction into the tool substrate. This, in turn, discourages plastic deformation of the cutting edge caused by high cutting temperature. | Edges of the uncoated tools are susceptible to plastic deformation as the rate of heat conduction is not restricted. |
| Coated tools enable usage of high velocity, feed and depth of cut. So such tools offer high MRR. | High velocity, feed and depth of cut cannot be used with uncoated tool due to the inherent risk of accelerated wear and plastic deformation. |
| Coated tools can also offer high toughness, which restricts catastrophic breakage of the edges. | Uncoated tools usually have low toughness, and thus such tools are vulnerable to catastrophic breakage. |
| Coating can also improve fatigue resistance, so same tool can be used continuously for a longer duration. | Uncoated tools typically have low fatigue life. |
| Proper coating material also discourages built-up edge (BUE) formation on the edges of the tool. | At high temperature and mismatched compatibility, BUE formation on uncoated tool is a common incident. |
References
- Machining and Machine Tools by A. B. Chattopadhyay (Wiley).
- Manufacturing Process for Engineering Materials by S. Kalpakjain and S. Schmid (Pearson Education India).
- Saha et al. (2020); An investigation on the top burr formation during Minimum Quantity Lubrication (MQL) assisted micromilling of copper; Materials Today: Proceedings; https://doi.org/10.1016/j.matpr.2020.02.379