Electric Discharge Grinding (EDG) is one thermal energy based non-traditional machining process that has apparent similarity in construction with the conventional grinding process. In EDG, a disc type metallic wheel is rotated about a fixed axis maintaining a small gap with the workpiece. The conductive wheel is given negative polarity, while the conductive workpiece is given positive polarity. The gap between wheel and workpiece is immersed with a suitable dielectric fluid. When sufficient potential difference is applied across two electrodes, the dielectric breaks down leading to the formation of a narrow conductive channel. Thus avalanche of electrons pass via this channel in the form of a spark. This spark, when strikes the work surface, elevates the localized temperature as high as 10,000°C that ultimately leads to melting and vaporization of a tiny volume of workpiece material. Repeated formation of spark leads to palpable material removal. The principle of EDG process is similar to the Electric Discharge Machining (EDM) process, except the form of tool electrode. Moreover, the rotating EDG wheel inherently sucks fresh dielectric into the inter-electrode gap and thereby eliminates the requirement of additional flushing arrangement as it is needed in EDM.
Whereas material is removed only by melting and vaporization in EDG, electro-chemical dissolution and mechanical abrasion together cause material removal in the Electro Chemical Grinding (ECG). Basically, ECG is one hybrid process that combines both conventional grinding and electro-chemical machining. Here a metal bonded abrasive wheel is rotated against the conductive workpiece making physical contact between them. The conductive wheel (due to metal bonding agent) is made one electrode, while the conductive workpiece is made another electrode. The junction is also immersed with appropriate electrolyte. Thus material removal takes place simultaneously by (i) mechanical abrasion where abrasive grits participate in erosion or micro cutting, and (ii) electro-chemical dissolution under the existence of potential difference between two electrodes. However, majority (around 80 – 90%) of workpiece material is removed by electro-chemical dissolution only. Unlike EDG, thermal energy plays no role in material removal in ECG. Various similarities and differences between electro-discharge grinding (EDG) and electro-chemical grinding (ECG) are given below in table format.
Similarities between EDG and ECG
- Only conductive workpiece materials can be processed by EDG and ECG as the workpiece is made one electrode in both the cases.
- Both the processes take assistance of electrical power for material removal; however, their material removal mechanisms are different.
- External power source is desired in both the processes.
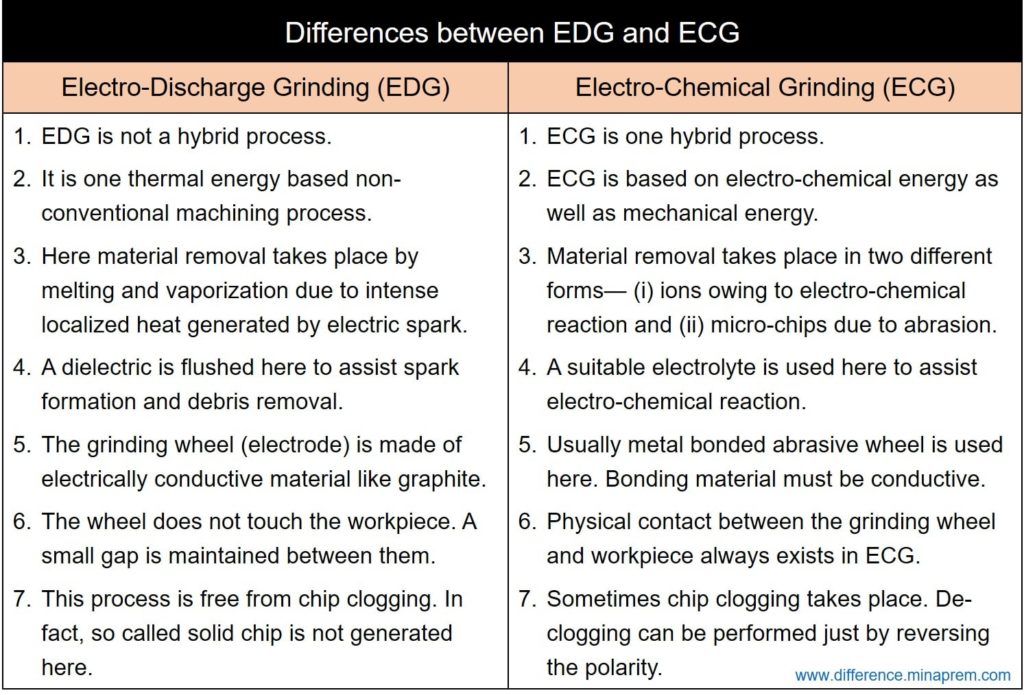
Differences between EDG and ECG
| Electro-Discharge Grinding | Electro-Chemical Grinding |
|---|---|
| EDG is not a hybrid process. | ECG is one hybrid process. |
| It is one thermal energy based non-conventional machining process. | ECG is based on electro-chemical energy as well as mechanical energy. |
| Here material removal takes place by melting and vaporization due to intense localized heat generated by electric spark. | Material removal takes place in two different forms (i) ions owing to electro-chemical reaction and (ii) solid micro-chips (in very small proportion) due to mechanical abrasion. |
| A dielectric is flushed here to assist spark formation and debris removal. | A suitable electrolyte is used here to assist electro-chemical reaction. |
| The grinding wheel (electrode) is made of electrically conductive material like graphite. | Usually metal bonded abrasive wheel is employed here. Bonding material must be electrically conductive. |
| The wheel electrode is always given negative polarity. | Polarity of the wheel electrode is chosen based on the tool-workpiece material combination and electrolyte. |
| The grinding wheel does not touch the workpiece. A small gap (called inter-electrode gap, IEG) is always maintained between them. | Physical contact between the grinding wheel and workpiece always exists in ECG. |
| This process is free from chip clogging. In fact, so called solid chip is not generated here. | Sometimes chip clogging takes place. De-clogging can be performed just by reversing the polarity. |
References
- Advanced Machining Processes by V. K. Jain (Allied Publishers Private Limited).
- Praveen et al. (2014), Developments in electrical discharge grinding process: a review, IJESRT, 3(4).